Ätztechnik







Technik
Bei diesem Verfahren werden durch den Einsatz einer Säure die Konturen der Einzelteile aus dem zuvor partiell mit einem Ätzresist abgedeckten Metallbogen im Mehrfachnutzen beidseitig gleichzeitig herausgetrennt.
Ihre Vorteile
- Geringe Werkzeugkosten
- Taggleiche Werkzeugerstellung
- Materialschonendes Heraustrennen von Konturen
- Grat- und anbindungsfreie Einzelteilherstellung
- Öl- und fettfreie Fertigteile
- Umsetzbarkeit von feinen Strukturen und große Flexibilität bei der Geometrie
- Schnelle Produktion ggü. werkzeuggebundenen Produktionsverfahren
- Einhaltung geringer Toleranzen
Materialien
- Edelstahl
- Messing
- Neusilber
- Bronze
- Kupfer
- Kupferberyllium
- Nickel
- Sandvik
Anwendungsmöglichkeiten
- Elektrotechnische Teile wie Abschirmungen und Deckel
- Funktionsteile wie Federn, Gaze und Kontakte
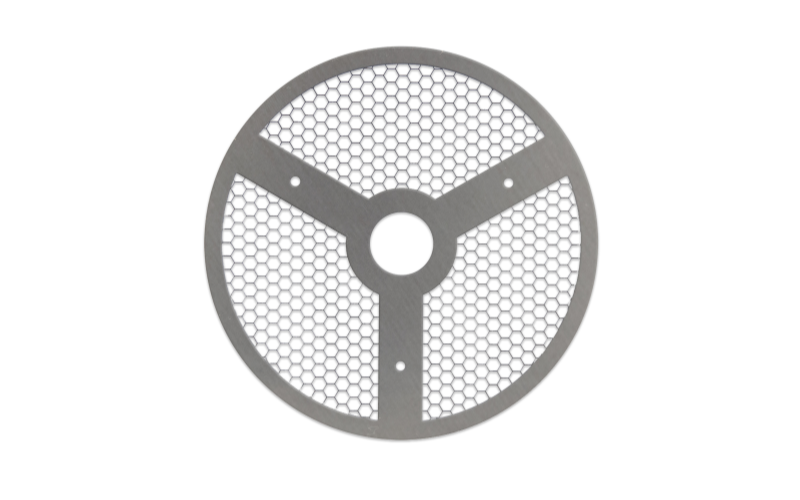
- Gitter und Elektroden
- Schilder mit höchsten Beständigkeitsanforderungen
- Technische und dekorative Teile für Modellbau und Design
Allgemein
Das Formätzen mit einer Säure im beidseitigen Sprühverfahren ist eine flexible und kostengünstige Alternative, vor allem zum klassischen Feinstanzen von Dünnblechen. Aber auch bei Klein- und Nullserien ist die Ätztechnik bei einer Vielzahl von Anwendungen die wirtschaftlichste Produktionsvariante.
Verfahren
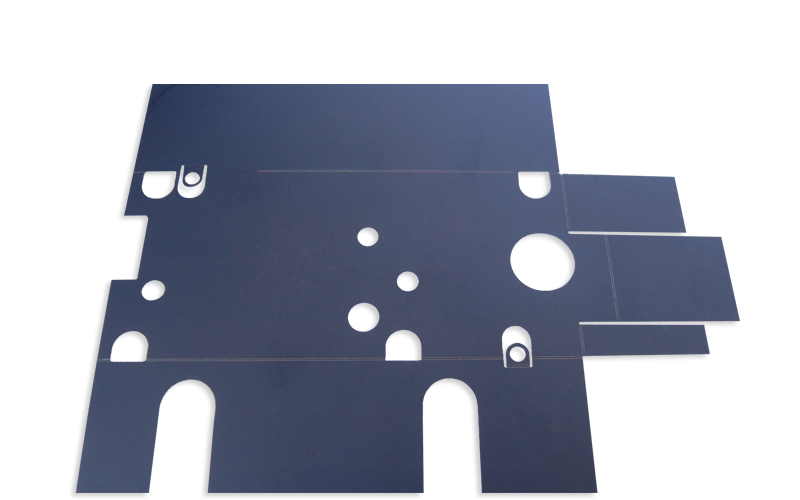
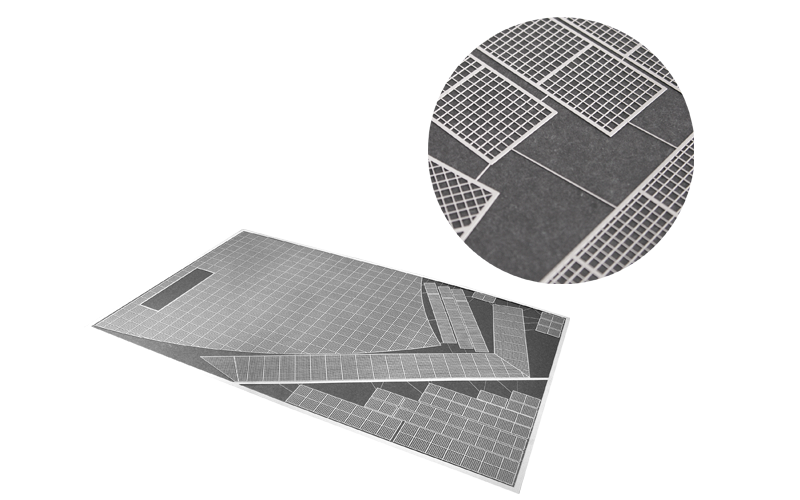
Durch den Einsatz einer Säure (Eisen-III-Chlorid (FeCl3)) wird aus dem Ätzbogen die Kontur des Teiles im Mehrfachnutzen ausgeätzt. Als verfahrensbedingter Grundsatz gilt, dass der kleinste Lochdurchmesser bzw. die geringste Stegbreite mindestens gleich der gewählten Materialstärke sein muss.
Zuerst wird das Material beidseitig mit einer UV-lichtempfindlichen Schicht versehen. Nachdem das Material in die lithografisch hergestellte Filmtasche geschoben wurde, erfolgt die beidseitige Belichtung. Im nächsten Zwischenschritt werden mittels verdünnter Lauge die belichteten Stellen entfernt. Anschließend wird der vorbereitete Mehrfachnutzen, in der auf beiden Seiten gleichzeitig arbeitenden Sprühätzmaschine, geätzt. Nach dem Entfernen der ätzresisten Schicht wird der Ätzprozess mit der Qualitätskontrolle abgeschlossen.
Vorteile
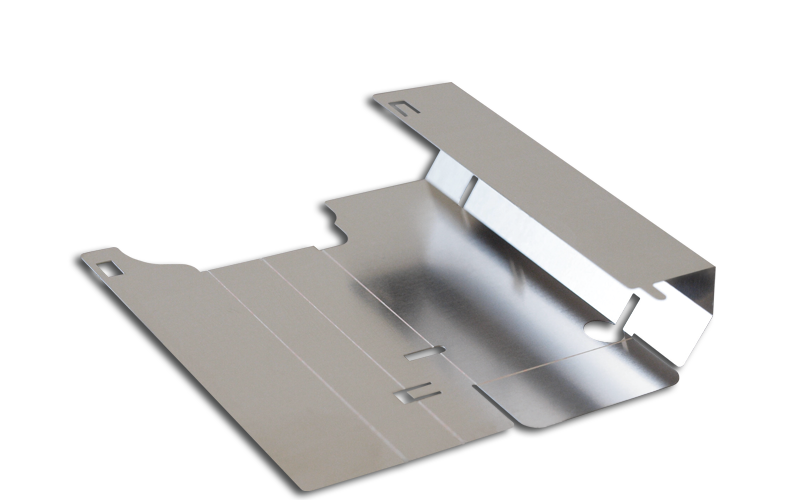
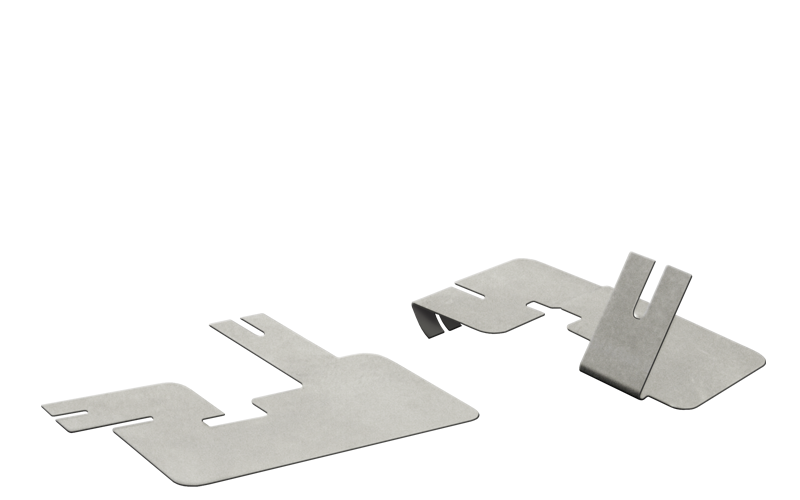
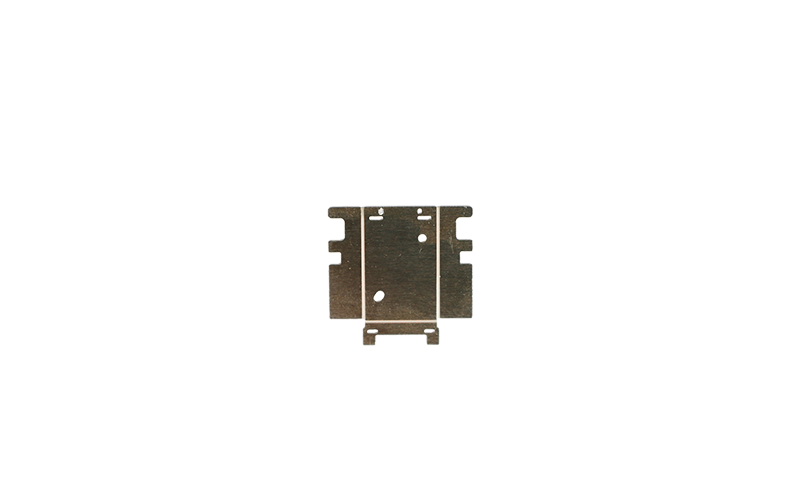
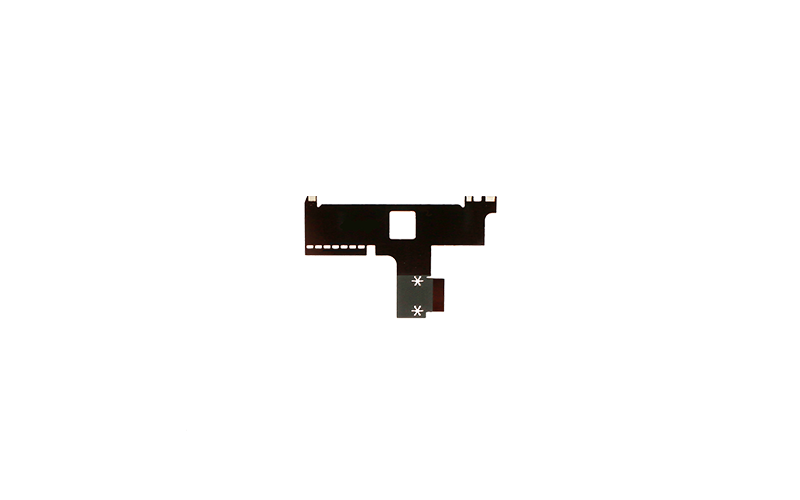
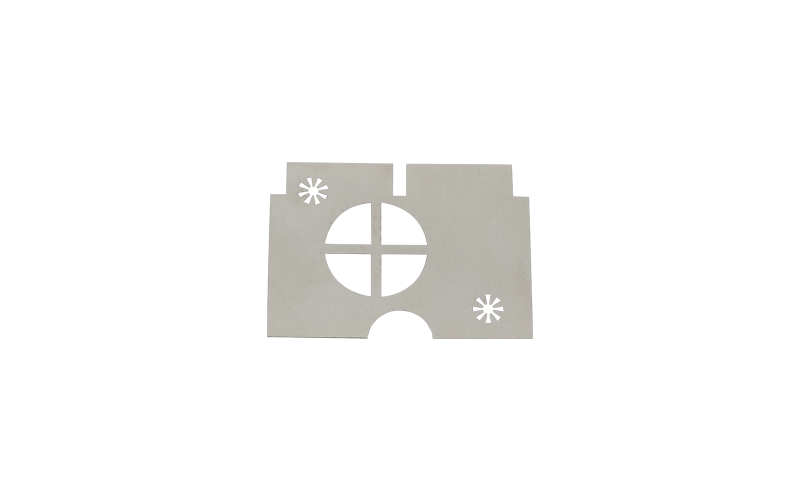
Die großen Vorteile des Ätzverfahrens sind die geringen Werkzeugkosten und die kurze Fertigungszeit. Aber auch die hohe Genauigkeit (Toleranzen) und die Möglichkeit, die Materialstärke partiell zu reduzieren (Anätzung), sind Alleinstellungsmerkmale des Ätzens. Dieses Verfahren ermöglicht es unter anderem, eine Teilenummer oder andere Kennzeichnung direkt im Ätzprozess zu integrieren, aber auch Biegelinien zu generieren, sodass aus einem zweidimensionalen Ätzteil durch erleichtertes werkzeugfreies Umbiegen z.B. ein Abschirmdeckel wird. Beim Ätzen werden die Werkstoffeigenschaften nicht beeinflusst. Bei der Weidling GmbH ist, aufgrund der speziellen Maschinenkonstruktion der Ätzanlagen, eine Anbindung der Formteile, soweit keine weitere galvanische Verarbeitung erfolgt, nicht erforderlich. Die Lieferung der planen Teile erfolgt dann absolut gratfrei und frei von Ölen und Fetten in einer luftdichten und stoßsicheren Umverpackung.
Anwendungen
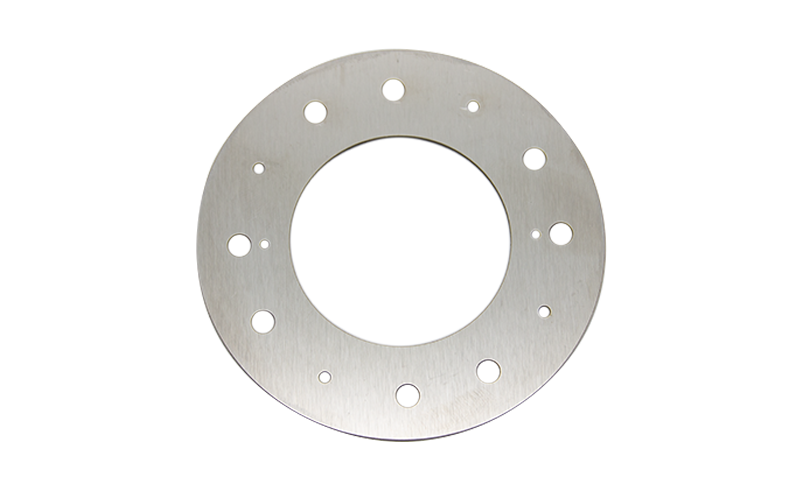
Das Anwendungsgebiet des Ätzverfahrens ist branchenübergreifend. Vor allem in der Medizintechnik, Elektro-und Telekommunikationstechnik, beim Modellbau, aber auch in der Automobilindustrie und in der Schilderfertigung besteht ein großer Bedarf an Lösungen unter Einsatz des Ätzverfahrens. Typische Formätzteile, unter Berücksichtigung der jeweiligen speziellen Materialeigenschaften, sind Abschirmbleche, EMV-Gehäuse, Federn, Scheiben, Leadframes, Kontaktgeber, Dichtungen, Gitter, Gaze, Deckel und Bügel.
Maschinenpark
- Sprüh-Ätzmaschine Typ KL theoretisches max. Format 500 x 700 mm (Übergrößen auf Anfrage)
- Sprüh-Ätzmaschine Typ 3LM 7155, theoretisches max. Format 500 × 700 mm
- Vakuum-Belichter Typ ORC, Leistung 5000 Watt